Energy & Carbon Reduction
Multi-Stage Resonance Activation
Three overlapping physical fields — permanent magnetization, far-infrared excitation and a special precious-metal catalytic coating — work in concert to resonantly activate gas molecules before they enter the combustion chamber, lowering activation energy, accelerating chain-reaction initiation and raising the efficiency of hydrogen-oxygen recombination. The result is fuller, more stable combustion at the same supply conditions, with an average energy saving of 4–15% confirmed across multiple field installations.
Overview
Gas molecules at ambient conditions carry inherently limited chemical reactivity. In practice, industrial kilns and boilers rarely achieve the theoretical combustion efficiency that their fuel's heating value implies: imperfect gas-air mixing, sub-optimal temperature distribution across the combustion zone and the molecular activation barrier itself all contribute to a fraction of the chemical energy leaving unreacted with the flue gas. Multi-stage resonance activation intervenes at the molecular level, upstream of the combustion chamber. The technology layers three distinct physical mechanisms: a permanent magnetization field reshapes the electron-cloud distribution of the fuel molecules, weakening intermolecular association and priming them for reaction; a far-infrared emission stage targets the characteristic vibrational frequencies of the fuel molecules, injecting energy directly into molecular bonds rather than heating the bulk gas; and a precious-metal catalytic coating provides active surface sites that further lower the activation barrier and accelerate the onset of chain oxidation. Acting in sequence as the gas flows through the device, these three fields collectively reduce the molecular activation energy, shorten the chain-reaction induction period and substantially improve hydrogen-oxygen recombination efficiency.
The practical outcome is more complete, more stable combustion at the same supply pressure and flow rate. Boiler and furnace thermal efficiency rises as a direct consequence, without any hardware change to the combustion chamber itself. Field measurements across multiple installations confirm an average energy saving of 4–15%, sustained over time without performance degradation. The absence of degradation is mechanistically expected: the activation depends on durable physical fields and a fixed catalytic surface rather than any consumable reagent, so there is no depletion mechanism and no replenishment requirement. Flue-gas analysis from the same installations shows CO and particulate concentrations declining in proportion to the energy saving — a result consistent with the underlying driver being improved combustion completeness rather than any artificial suppression of emissions.
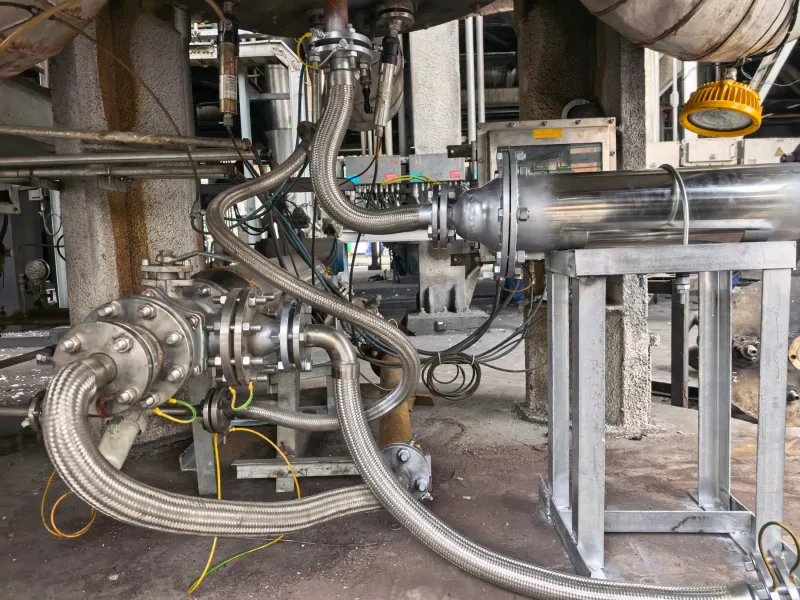
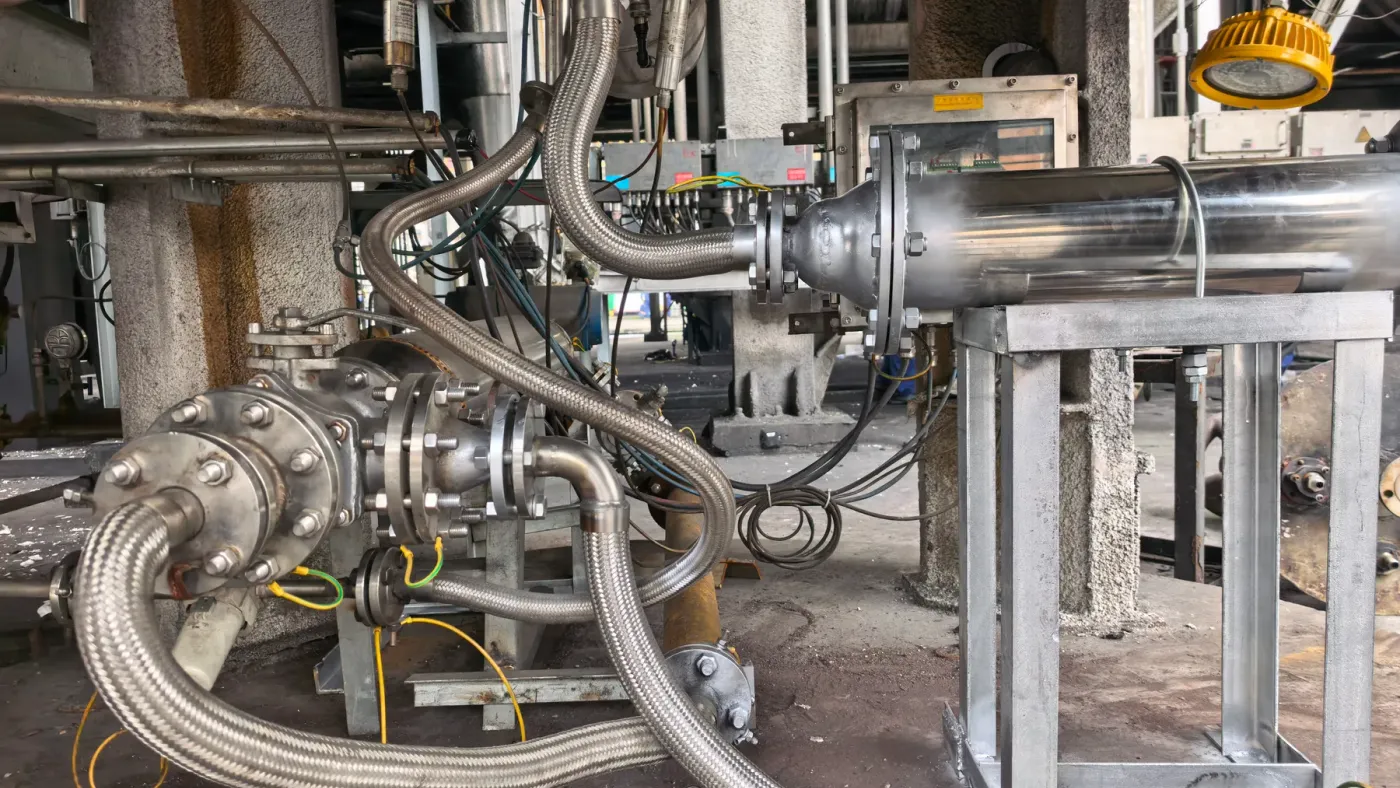
The device is engineered specifically for low-disruption field deployment. It mounts on the gas supply piping, makes no physical connection to the boiler or furnace body, and requires no structural modification of the combustion equipment. Most installations are completed in a single working day, with no interruption to the production schedule. Internally, there are no moving parts and the flow passage is dimensioned well above the typical particulate loading of industrial gas supplies, eliminating any clogging risk and removing maintenance as a cost and operational consideration entirely.
The technology has been validated across a range of equipment types — industrial boilers, kiln hot-blast systems and distributed generation units — and has demonstrated consistent savings across natural gas, LPG and mixed-gas fuel compositions, including variation in heating value. For small and medium industrial heat users who need to reduce fuel costs quickly, cannot afford extended downtime for equipment modification, and want a solution with a verifiable, site-measured payback calculation, multi-stage resonance activation is a proven and immediately deployable option.
At the materials level, the heart of the technology is a rare-earth / piezoelectric composite radiator: under the permanent-magnet field and gas-flow excitation it emits a directed mid-infrared resonance band across 3–5μm, precisely matching the characteristic vibrational frequencies of the methane molecule. This lowers the activation-energy barrier from roughly 240 kJ/mol to 80–100 kJ/mol, while the absorption cross-section at the 4.3μm band rises to 2.5×10⁻¹⁷ cm², so the gas reaches the combustion chamber substantially pre-activated. The product is offered in three models matched to pipe diameter and flow — MS-R310, MS-R320 and MS-Y310 — all rated for working pressure ≤ 1 MPa, shipped with a guaranteed energy saving of ≥ 5% and a 5-year warranty. Where a site cannot tolerate a production stoppage or a cut pipe, the Magnet-Star LFCNX-80 external-clamp variant mounts directly onto the existing supply line, completing the retrofit with zero cutting and zero downtime.
Key advantages
- Installs on the gas supply line with no contact with the boiler body — no shutdown, no structural modification
- No moving parts and a generous internal passage: immune to clogging, zero maintenance over the full service life
- No secondary pollutants generated; short payback period suited to small and medium industrial heat users
- Compatible with natural gas, LPG and mixed-gas fuels across a wide range of industrial furnaces and boilers
- Three-effect synergy: magnetization alters electron-cloud distribution, far-infrared targets molecular vibration modes, precious-metal coating provides catalytic surface sites
- Combustion stabilizes and flue-gas CO and particulates fall in parallel with the fuel saving — no trade-off between efficiency and emissions
- Rare-earth / piezoelectric composite radiator emits a mid-infrared 3–5μm resonance band, lowering methane activation energy from roughly 240 kJ/mol to 80–100 kJ/mol and raising the 4.3μm absorption cross-section to 2.5×10⁻¹⁷ cm²
- Three models span different pipe diameters and flow rates — MS-R310 / MS-R320 / MS-Y310 — rated for ≤ 1 MPa working pressure, with a guaranteed ≥ 5% saving and a 5-year warranty
- Magnet-Star LFCNX-80 external-clamp variant installs with zero cutting and zero downtime, clamping onto existing gas piping without breaking the line
More in this category


